|
The ethanol boom of the 21st century can trace its roots back to environmental concerns about reducing automobile emissions and the "Clean Air" legislation of the 1970s and 1980s that boosted the potential market for ethanol as a gasoline additive. Anhydrous ethanol is used as an octane enhancer for gasoline/petrol, thus eliminating hazardous octane boosters such as lead, benzene, MTBE and the like. It promotes efficient burning of the fuel, which can considerably reduce carbon monoxide emissions and result in cleaner air. Today, the impetus is to reduce dependence on fossil fuels and imported petroleum. In the US, ethanol is produced almost exclusively from corn. From a small beginning in the early 1970s, annual ethanol production capacity in the US was 1.5 billion gallons (5.7 million cubic meters) in 2000, 5.7 billion gallons (21.5 million cu.m.) in 2006 and 13 billion gallons per year (48 million cu.m.) by 2011. New technologies will be needed to meet the increase in production. Commercially, fuel ethanol is produced by fermentation of sugars (from corn, cane, cheese whey, molasses) by the yeast Saccharomyces cerevisiae. The ethanol obtained from current fermentation technology is relatively expensive. The fermentation-related factors are:
Our Laboratory at the University of Illinois (UI) developed a high-performance fermentation process that overcomes many of these problems. As shown in the diagram, the Continuous Membrane Bioreactor (CMB) uses synthetic semi-permeable membranes to separate and recycle the yeast, while simultaneously removing the ethanol as it is formed. This has several advantages over current technology:
The graph illustrates the improvements to be expected with the membrane-based fermenters. In laboratory trials, productivities 10-50 times higher than batch fermenters have been obtained. Other benefits have been observed:
This concept went through several stages of research and development in our laboratory, starting with preliminary experiments which were first published in 1983. From 1983 to 1993, the research focused on understanding the interactions between the microorganisms used for the fermentation -- especially their behavior under high stress conditions -- and the process engineering factors controlling the performance of the membrane modules (until then, mainly polymeric hollow fiber devices).
In the 1994-97 period, the CMB concept was demonstrated under industrial conditions,
using ceramic microfiltration membranes. This work was conducted in two phases and in
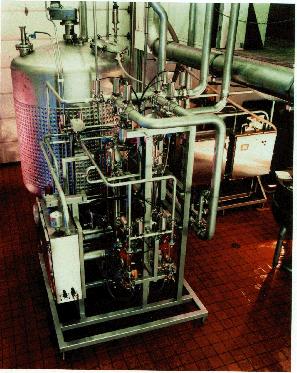
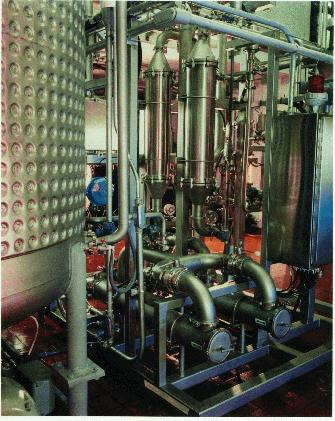
two locations: For the in-plant trials, a 7000-liter CMB was designed based on original concepts developed by the Principal Investigator, Professor Munir Cheryan. It consisted of a 2m dia x 2.4m high fermentation vessel coupled to ceramic membranes in a computer-controlled system with its own automated CIP system, as shown in the pictures below.
The CMB was operated on-site at what was then the world's second-largest ethanol producer. The trials confirmed the value of the CMB in improving productivity by reducing fermentation time, and the potential to substantially reduce downstream stillage handling, improve heat transfer in the beer still and reduce evaporation or waste treatment costs. This should help lower the cost of producing ethanol, thus ensuring its role in providing clean air, reducing our dependence on imported oil and better utilizing our agricultural resources in the 21st century. The unique element of this project was the partnership between industry (ethanol producers, membrane manufacturers, engineering and design companies), university (through our laboratory), farmers (through the Illinois Corn Marketing Board) and government (Illinois Department of Energy and Natural Resources, Council of Great Lakes Governors). Such partnerships are the key to facilitating rapid transfer of technology from the laboratory to the marketplace.
|
 Publications on this topic
Publications on this topic